Taiwan stands at the crossroads of advanced material science and high-end consumer manufacturing. As an industry hub, Taiwanese manufacturers of insulated food containers have shifted from simple commodity production to precision engineering. This evolution is driven by the demand for BPA-free, high-thermal-retention solutions tailored for a sophisticated demographic that values both health and environmental sustainability.
The "Taiwan Advantage" lies in the integration of specialized supply chains. Our production facilities leverage deep-tech manufacturing processes—hydroforming and vacuum sealing—that ensure every insulated food jar maintains thermal integrity for up to 12-24 hours. Whether for the busy office professionals in Taipei or outdoor enthusiasts exploring the Central Mountain Range, our containers are designed for durability and ease of use.
Modern consumers in Taiwan and abroad demand eco-friendly alternatives to single-use plastics. Our insulated food jars utilize food-grade 304 stainless steel and non-toxic silicone seals, aligning with global standards for recyclability and consumer safety.
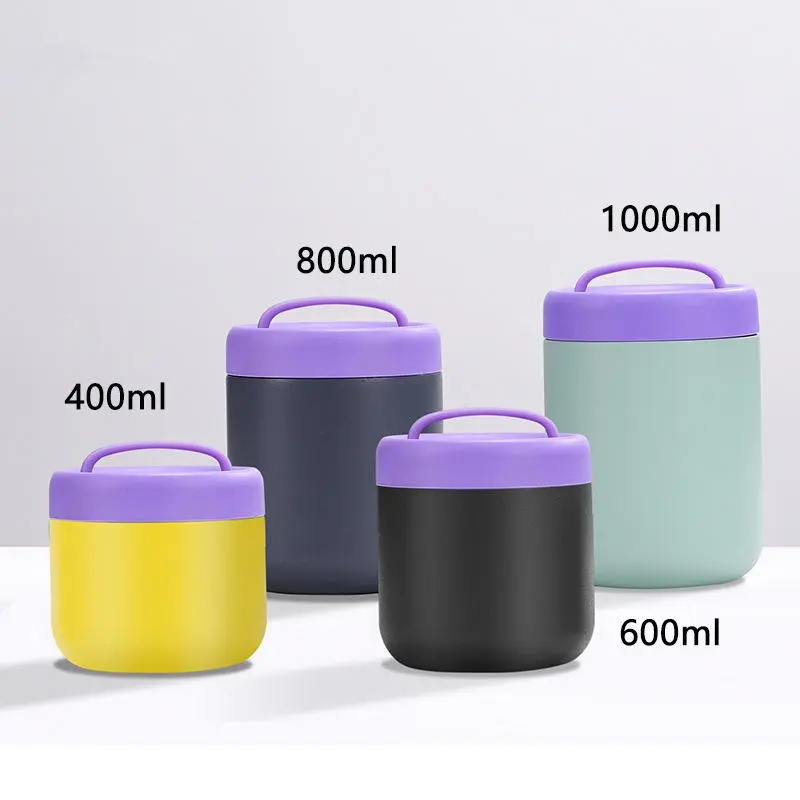
With the rise of "Bento culture" and health-conscious meal prepping, the demand for portable, leak-proof food containers has spiked. Our designs cater specifically to these daily commuters, ensuring soup and hot meals remain at optimal temperatures throughout the workday.
Taiwan’s rugged geography drives a culture of hiking and camping. We engineer our containers to be shock-resistant and ultra-lightweight, making them the perfect companion for remote outdoor activities where food temperature reliability is critical.
We pride ourselves on meeting the most stringent international standards, including BSCI, Sedex, ISO9001, FDA, and LFGB certifications. Our commitment to quality ensures that every order is processed with precision, providing our partners with the reliability they need to compete in global markets. With a 41% increase in secure order placement authorized by Disney and other major retailers, our reputation for excellence is backed by results.
Contact Our Sales TeamOur R&D centers operate across global hubs, fueling an annual addition of 30+ new products. Whether you require specific CMF (Color, Material, Finish) solutions or custom engineering for brand differentiation, our team is equipped to turn your concepts into market-ready products. From initial idea to final manufacturing, we provide end-to-end support.